
摘要:根据已有装置的实际运行情况,通过理论论证单台切粒机产量和对应的熔体过滤器后管线压力的比例关系,提出了PET装置中使用单筒式熔体过滤器时切粒机的在线自控方案,提高了装置的自动化程度,优化了生产工艺,提高了产品品质,降低了劳动强度。关键词:PET;切粒;单筒式熔体过滤器中图分类号:TQ323.41;TQ051.93文献标识码:B文章编号:1008-8261(2012)01-0056-03
0前言我公司新建的20万tPET生产线采用的是四釜流程的生产工艺。在PET装置中,以前在终聚熔体过滤器的选择上大部分采用的是在线双联式熔体过滤器,此类型过滤器在切换清洗时排气较困难,容易引起铸带头处压力波动。因此,在设计时要求采用单筒式熔体过滤器。
但单筒式熔体过滤器在使用一段时间后,会要求停对应的切粒机,更换熔体过滤器。由于以前国内PET装置切粒机的线速度控制基本采用的是现场手动控制模式,导致在切粒机故障或更换熔体过滤器时切片的单粒质量不容易控制,影响了产品的品质稳定。
通过对PET熔体性质和熔体管线的研究,结合其他装置切粒机的线速度的控制模式,经过研究,提出了单筒式熔体过滤器切粒机的在线自动控制方案。
1熔体过滤器后管道压力和流量的关系我公司新建的PET装置,终聚釜的熔体经过玛格泵输送后,通过电动六通阀18M03,再经过5台单独的熔体过滤器,分别送到5台切粒机切粒,流程见图1。
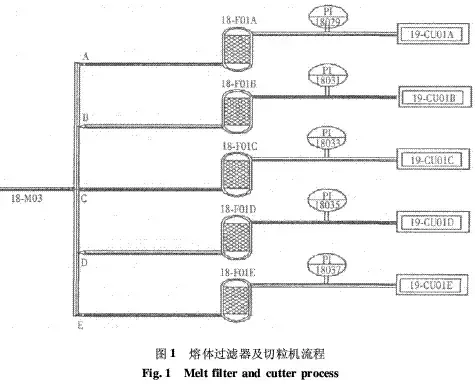
在产量不变时,PET熔体在管道中的流动可以看作是定态流动。根据柏努利方程,以1号熔体过滤器18F01A后的管作为计算对象,假设PI18029处对应的截面设为截面1,19CU01A的铸带头出口处设为截面2,由此列出此两截面间的柏努利方程[1]。
式中:Z1,Z2为截面1和截面2处的标高离基准水平面的高度;U1,U2为截面1和截面2处的熔体流速;ρ为熔体的密度;p1,p2为截面1和截面2处的熔体管线的压力;We1为外力对截面1处熔体所作的功;∑hf1为熔体在截面1和截面2之间的阻力损失。(参考)
由于此两截面处熔体管线的管径和流量相等,则U1=U2,同时由于此两截面间没有外力,则We1可忽略,而在铸带头出口处的压力p2视为常压,为0(p1,p2均用表压表示),则由(1)式推导得下面的方程式:p1/ρ=g(Z2-Z1)+∑hf1。(2)同理:在2号熔体过滤器18F01B的熔体管线上,假设PI18031处对应的截面设为截面3,19CU01B的铸带头出口处设为截面4,由此列出2号熔体过滤器两截面3和4间的柏努利方程式[1]:
式中:Z3,Z4为截面3和截面4处的标高离基准水平面的高度;U3,U4为截面3和截面4处的熔体流速;ρ为熔体的密度;p3,p4为截面3和截面4处的熔体管线的压力;We3为外力对截面3处熔体所作的功;∑hf3为熔体在截面3和截面4之间的阻力损失。同理:由(3)式推导可得:p3/ρ=g(Z4-Z3)+∑hf3。(4)则由(2)和(4)式推导可得:p1/p3=〔g(Z2-Z1)+∑hf1〕/〔g(Z4-Z3)+∑hf3〕。(5)由于Z1,Z2,Z3和Z4在设计时要求标高一样,因此Z2=Z1,Z4=Z3,则由(5)式推导得:p1/p3=∑hf1/∑hf3。(6)对于熔体流经直径不变的管时,管的总能量损失为[1]:
式中:∑hf管系统中的总能量损失/(Jkg-1);λ为管的摩擦因数;L为管系统各段直管的总长度/m;∑le为管系统管件的当量长度/m;d为熔体管线内管的直径/m;U为熔体流经管的流速/(ms-1);由于在设计时,将熔体管线过滤器后压力表到铸带头之间的直管长度L和当量长度∑le以及熔体管线的内管直径设计成完全一样,则由(7)式推导得:
由于PET熔体在管道中的流动属于滞流流动,则λ=64/Re[1],又由于熔体的密度ρ,熔体管直径d和熔体黏度均相同,则由(8)式推导得:(∑hf1)/(∑hf3)=U1/U3。(9)由(6)和(9)式推导得:p1/p3=U1/U3;由于熔体管道管径相同,则p1/(p3)=U1/U3=Q1/Q3。(10)所以在一定的设计条件下,熔体过滤器后各管线的压力和各熔体过滤器对应的熔体流量在一定的设计条件下成正比关系。
2单筒式熔体过滤器切粒机线速度的自控应用根据公式(10)得出的结论是熔体过滤器后熔体压力与流量成正比关系。根据我公司的实际情况,提出了单台切粒机的线速度的自控应用。
以3号切粒机为例。假设目前PET装置的产量为FQ18010=550t/d,要求的切片长度为3mm,则组态如下:总熔体压力TOT-PR=PI18029+PI18031+PI18033+PI18035+PI18037=2.1MPa;而此时3号切粒机的熔体过滤器后压力PI18033=0.346MPa。
则由此推导出3号切粒机熔体的流量FI19307为:FI19307=FQ18010.CPV×1000×PI18033.CPV/TOT-PR.CPV/24=3776kg/h;假设粒子长度为3mm,质量为16.5mg,铸带板的孔数为120,则3号切粒机线速度的理论值为:CPV=FI19307.CPV×0.003×1000/(120×60×BD19.DT05/1000)=3776×0.003×1000/(120×60×16.5/1000)=95m/min。
其他几台切粒机的线速度也按此公式组态计算,将计算好的线速度通过通讯信号传递给切粒机,要求切粒机按此线速度切粒,同时切粒机的实际线速度也通过通讯传递给DCS,实现切粒机和DCS之间的闭环控制。
3结论(1)PET熔体管道按照一定要求设计,单台熔体过滤器后的压力和对应切粒机的产量成正比关系。(2)单台切粒机的线速度和产量成正比关系。(3)在单台切粒机故障检修或更换熔体过滤器时,可通过调节熔体六通阀的开度调节单台切粒机的产量,而切粒机的线速度会相应变化,从而PET粒子的形状不发生变化,了产品的品质。参考文献:[1]姚玉英,陈长贵,柴诚敬.化工原理[M].天津:出版社,1999.
来源:。

设置首页-搜狗输入法-支付中心-搜狐招聘-广告服务-客服中心-联系方式-隐私权-AboutSOHU-公司介绍-网站地图-全部新闻-全部博文
搜狐不良信息举报邮箱:







|

